

|
Подробная информация о продукте:
|
| Соответствующий материал: | ГИ, катушка ГЛ | Формировать станцию: | 22 станции |
|---|---|---|---|
| Формировать скорость: | 12~15m/min | Материал ролика: | Сталь 45#. Погашенный. покрытый хром 0.05мм трудный |
| Главная сила: | 5,5 kw | Электрическое напряжение тока: | 380В/3Ф/50Хз или 220В/3Ф /60Hz (или таможня) |
| Выделить: | стальные машины производства дверной рамы,стальная дверная рама делая машины |
||
Крен дверной рамы хорошим управлением ПЛК обслуживания автоматический формируя Ги машины и материал Гл
1. Технические параметры:
| Нет. | Деталь | Спецификация |
| 1 | Может сформированный материал | ГИ, АИ |
| 2 | Деятельность оборудования | Автоматический |
| 3 | Напряжение тока | 380В 60Хз 3Фасе или как ваше требование |
| 4 | Толщина листа (мм) | 0.8-1.2мм |
| 5 | Материальная ширина (мм) | Как ваше требование |
| 6 | Ширина крышки листа после сформированный | как ваш чертеж |
| 7 | Размер крена формируя машину | 6000ммкс800ммкс1400мм |
| 8 | Скорость | 8-15м/мин |
| 9 | Диаметр вала | 40мм |
| 10 | Вес машины | 3000-3500КГС |
| 11 | Материал роликов | Покрытая хромом сталь К45 погашенная и |
| 12 | Бренд мотора | Сименс или Гуомао |
| 13 | ПЛК | Сименс или перепад или Мицубуши |
| 14 | Полная сила (кв) | 11кв |
| 15 | Сила гидравлической системы | 5.5кв |
| 16 | Сила основного ядра прессформы | 5.5кв |
2. Описание машины профиля двери т шторки завальцовки
Необходима, что для производства ведущих брусьев для дверей шторки завальцовки поднимает вверх и понижена машина профиля двери т шторки завальцовки всегда вниз от гальванизированных стальных прокладок толщины 1.2-2.0мм.
Разнообразие следы двери шторки завальцовки используемые в рынках, профиле т один тип. Так ширина стальных прокладок меняет соответственно. В следах или рельсах шторки завальцовки, всегда направлены гальванизированные предкрылки шторки стальной завальцовки, пре-покрашенные панели двери шторки завальцовки и предкрылки шторки завальцовки ПУ.
Должный к сверхмощным материалам машина профиля двери т шторки завальцовки обычно гнет, 2 типа передачи доступного для клиентов, который нужно выбрать: передача Цеп-кронштейнов и передача коробки передач.
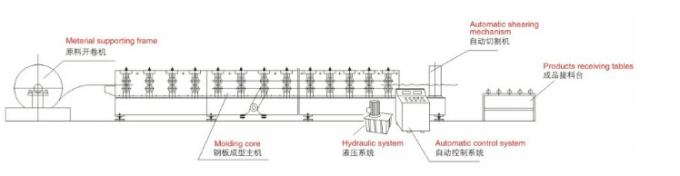
Машина профиля двери т шторки завальцовки для продукции ведущих брусьев двери шторки завальцовки вообще состоит из шкаф декоилер, разровнителя, главного крена формируя машину, системы передачи (цеп-кронштейны или коробка передач), режущего инструмента, гидравлического масляного насоса, управления ПЛК и таблицы руноут.
3. Главные компоненты и особенности машины профиля двери т шторки завальцовки
Декоилерс: Ряд декоилер одна из самой большой и самый сильный в мире. Так мы предлагая выстраиваем в ряд от света, механически-работаемых вариантов полностью до совершенно моторизованного декоилер с быстрой интегрированной системой обязанности которая имеет емкость до 15 тонн.
Заварка конца плиты: Эта система позволяет концам плиты быть сваренным быстро и автоматически, уменьшающ отход и время простоя.
Промежуточная пробивая и формируя станция: Смогите включать несколько промежуточных станций для пробивать, формировать или отмечать. Различные варианты доступные бесконечны. Начало с одиночным пробивая или формируя блоком выпрямляет путь до конца к прессе КНК мульти-инструмента.
Вертикальный запас плиты: Эта система исключает потребность для традиционной крен-формируя ямы. Позволять плите аккумулировать, готовый для формируя процесса.
Управление КНК: Наш дружественный экранный дисплей касания КНК включает полный контроль автоматической линии в синхронизированном и также в автономном пути.
Оптимизирование многосторонности, разнообразия и продукции: В зависимости от потребностей клиента, наш крен формируя линии можно оборудовать с несколькими различных, заменимых систем легко для того чтобы соотвествовать специфические. Быстрые изменения кассеты вместе с регулируемым тоолинг для произведения разнообразие беспоке профили с различными размерами делают и эффективным и разносторонним.
Отрезк-к-ленхт: Также вариант для того чтобы оборудовать наши крен-формируя машины с системами неподвижными или быстрым ходом обрабатыванными изделие на определенную длину.
Оффлоад системы: Для увеличения эффективности крена формируя, автоматическое оффлоад система можно включать для того чтобы штабелировать продукты на паллетах или заполнить стиллагес.
4. КОМПОНЕНТ ДЛЯ униструт крена канала формируя машинное оборудование
| КОМПОНЕНТ ДЛЯ униструт крена канала формируя машинное оборудование | |||
| Имя | Количество | Блоки | |
| Декоилер | 1 | Набор | |
| Главная машина | Питаясь прибор | 1 | Набор |
| Крен формируя систему | 1 | Набор | |
| Отрежьте оборудование | 1 | Набор | |
| Гидравлическая система | 1 | Набор | |
| Электрическая система управления | 1 | Набор | |
| Сторонник/автоматический штабелеукладчик | 1 | Набор | |
5. Наше обслуживание
Установите и тренировка:
Если покупатели приходят к нашей фабрике проверить, то тренировка, который нужно установить и привестись в действие обеспечена лицом к лицу.
Если не, обеспечены, что показывают руководство и видео как установить и работать.
обслуживание После-продажи:
Мы обеспечиваем онлайновую службу 12 часов для наших клиентов. Телефон: +86 15821208506
а. Продавец отлаживает машины свободно в Китае, и расход движения в Китае людей метода будет оплачен продавцом.
Когда люди метода идут к месту покупателя отлаживать машины, покупатель должен оплатить
расход размещещния, и туда и обратно билеты для людей продавца. и оплатите техника УСД60 в день.
b. Если покупатель отправляет людей для того чтобы получить, то тренировка деятельности, который дал продавец, во время испытательного стажа, продавец должна оплатить расход размещещния, и движение для людей покупателя.
![]()
![]()
Контактное лицо: Mr. Alfred
Телефон: 0086 18121549786
Факс: 86-510-82620085






